“... Soltanto in circostanze del tutto eccezionali il latte di una madre può essere considerato non idoneo per il suo bambino. In quelle rare situazioni cliniche dove i neonati non possono, o non devono, essere alimentati al seno della propria madre, la scelta dell'alternativa migliore (latte estratto dal seno della madre, latte di donna fresco da una nutrice sana o latte umano di banca) dipende dalle circostanze individuali...” (WHO/UNICEF. Global strategy for infant and young child feeding. Geneva. Switzerland: WHO; 2003).
L' importanza dell'allattamento al seno per la nutrizione del neonato è ormai ampiamente dimostrata: in letteratura scientifica è disponibile ed in continuo aggiornamento una notevole quantità di studi, in cui si descrivono le caratteristiche peculiari del latte materno ed il suo potenziale. Attraverso l' allattamento il neonato assume nutrienti essenziali ed unici, fondamentali per il suo sviluppo post-natale: da una parte lipidi, glucidi, vitamine, composti bioattivi e proteine con diversa funzionalità ( enzimi digestivi, proteine metaboliche o con funzione antibatterica); dall’altra importanti molecole di regolazione come ormoni, fattori di crescita o altri modulatori chimici, importanti non solo per i processi di digestione ed assorbimento, ma anche per i processi di sintesi tissutale o maturazione del sistema gastrointestinale e neuromotorio. Tramite il veicolo del latte la madre trasferisce al bambino componenti del proprio sistema immunitario, come cellule della linea leucocitaria, immunoglobuline, citochine infiammatorie o fattori immunostimolatori che costituiscono una difesa iniziale contro le prime infezioni; mediante l’allattamento, inoltre, è trasferita parte del microbioma materno, utile a coadiuvare lo sviluppo della flora intestinale del neonato. I bambini allattati al seno, rispetto a quelli svezzati con l' ausilio di sostituti artificiali, presentano meno suscettibilità allo sviluppo di infezioni e minor predisposizione all'insorgenza di patologie neonatali gravi, come l' enterocolite necrotizzante, o di intolleranze alimentari. Tutte queste caratteristiche rendono, quindi, il latte materno unico, fondamentale ed insostituibile almeno nei primi 6 mesi di vita, sia per i neonati a termine che per quelli nati pretermine. A volte, però, la nascita avviene in situazioni particolarmente drammatiche, dal punto di vista sociale o sanitario: un abbandono, un parto prematuro, la presenza di condizioni cliniche gravi per la madre o gravi patologie nel bambino rendono impossibile la nutrizione di quest’ultimo con il latte della propria mamma ed è necessario ricorrere ad alternative. L' utilizzo di formulazioni sostitutive non sempre è possibile o idoneo, sia perché l' alimentazione artificiale rappresenta un significativo fattore di rischio per morbilità e mortalità, sopratutto nei neonati pretermine, sia perché il bambino stesso, a volte, presenta particolari e specifiche condizioni cliniche che non consentono questo tipo di nutrizione. Per questi motivi, quando il latte della madre non è disponibile, il latte umano donato rappresenta l'alternativa migliore. Le BLUD (Banche del Latte Umano Donato) sono strutture operanti in ambito socio-sanitario, associate ai reparti di neonatologia o di terapia intensiva neonatale, il cui servizio è finalizzato a selezionare, raccogliere, controllare, trattare, conservare, distribuire latte umano donato da utilizzare in caso di specifiche necessità mediche. Esse costituiscono un centro di raccolta fisico ed un' importante rete di contatti ed iniziative, finalizzate a promuovere e a divulgare la cultura dell'allattamento al seno e l'attività di ricerca scientifica in merito. Si tratta di enti costituiti a livello internazionale, con sedi dislocate in diversi stati e continenti, tra cui gli Stati Uniti d' America, l' Asia e l' Europa; sono riconosciute ufficialmente per la loro utilità dai rispettivi governi e dall’OMS ( Organizzazione Mondiale della Sanità). In Italia la prima BLUD fu attivata nel 1971 presso l' ospedale Meyer di Firenze ed attualmente si contano su tutto il territorio nazionale almeno 35 sedi operanti, la cui attività è registrata e controllata principalmente presso l'AIBLUD: Associazione Italiana Banche del Latte Umano Donato. Tra le regioni italiane la Toscana presenta il maggior numero di banche e la miglior distribuzione sul territorio, per questo motivo è stato possibile istituire in questa regione, nel 2008, la prima rete coordinata di banche esistente in Europa: la ReBLUD (Rete regionale delle Banche del Latte Umano Donato). Quest’ultima è formata dai centri di Arezzo, Firenze, Grosseto, Lucca, Siena e Lido di Camaiore ed è supportata dal Centro Regionale Donazioni Sangue e dai centri trasfusionali ad esso associati. La costituzione della ReBLUD toscana è stata sancita tramite la Delibera regionale n.315 del 28-04-2008, che rappresenta un primo riconoscimento istituzionale e normativo dell'attività di questi enti. Il servizio fornito dalle BLUD richiama alla memoria l' antica attività del baliatico con cui gli ospedali, orfanotrofi e brefotrofi cercavano, in passato, di gestire il problema della nutrizione dei neonati. A differenza dei vecchi istituti, dove il tasso di mortalità infantile e l’ insorgenza di infezioni pericolose ( gastroenteriti, sifilide e tubercolosi) era altissimo, esse pongono nella loro attività maggior attenzione, oltre all'aspetto socio-assistenziale, agli aspetti clinici ed igienico sanitari dei contesti e delle modalità con cui vengono effettuate le donazioni. Infatti il latte è raccolto da donatrici scrupolosamente selezionate e, una volta ritirato, è sottoposto a bonifica e controlli. La gestione di una BLUD richiede, pertanto, l' espletamento di una serie di pratiche e l' attuazione di procedure e protocolli definiti nel rispetto di regolamenti a livello nazionale ed europeo. Quali sono quindi le indicazioni e le regole dettate dalla normativa vigente in materia? Anzitutto dobbiamo precisare che il latte umano donato è considerato sotto due aspetti normativi. In primo luogo esso è un derivato tissutale, in quanto prodotto da secrezione ghiandolare, quindi è regolamentato secondo leggi e regolamenti vigenti in materia di donazione di cellule e tessuti: delibera regionale n. 315 del 28/04/2008, direttive europee 2004/23/CE, 2006/17/CE e 2015/566/UE ed i decreti legislativi n. 16/2010 e n. 85/2012. In secondo luogo, poiché è destinato all'alimentazione dei neonati pretermine o in condizioni cliniche critiche, rientra perfettamente nella definizione di alimento all'articolo 2 del regolamento. (CE) n. 178/2002:” ...S'intende per alimento qualsiasi sostanza o prodotto, trasformato, parzialmente trasformato o non trasformato, destinato ad essere ingerito, o di cui si prevede ragionevolmente poter essere ingerito da esseri umani..”. Poiché, come tutti gli alimenti, esso può essere soggetto a contaminazioni o ad alterazioni delle proprie caratteristiche organolettiche, al fine di mantenerne alto il livello di sicurezza e tutelare la salute dei piccoli consumatori a cui è destinato, tutte le varie fasi di produzione e manipolazione (estrazione, trattamento termico, controlli, stoccaggio, trasporto) devono avvenire nell' osservanza della normativa vigente in materia di sicurezza ed igiene degli alimenti: regolamento (CE) n. 178/2002, regolamento (CE) n.852/2004 ed i principi previsti dal sistema di gestione per la sicurezza alimentare HACCP. In proposito ogni stato comunitario ha elaborato specifiche Linee Guida nazionali; in Italia una commissione di lavoro composta da membri del ministero della salute, dell' AIBLUD e da diverse figure sanitarie, appartenenti alla società italiana di Neonatologia, basandosi sui regolamenti europei e sulle evidenze scientifiche disponibili a livello internazionale, ha elaborato una documentazione d'indirizzo con indicazioni specifiche, finalizzate a garantire standard di qualità uniformi su tutto il territorio nazionale. In essa sono definiti i criteri di selezione delle donatrici, le procedure di raccolta e conservazione del latte, gli accertamenti clinici, i controlli analitici, i trattamenti per ridurre la carica microbica, i limiti di accettabilità di quest'ultima, le modalità di stoccaggio del latte in banca, la distribuzione ai centri destinatari ed i protocolli per definire la tracciabilità della donazione. Vediamo quindi nel dettaglio in cosa costituisce l'attività di una BLUD e come si tutela la salubrità del latte materno una volta che esso è stato donato.
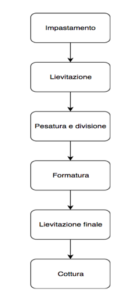
Il processo in cui si svolge la donazione può essere suddiviso in cinque fasi distinte:
- Cernita ed addestramento delle donatrici: le puerpere sono selezionate in base a criteri clinico sanitari. La banca fornisce ad ogni donatrice selezionata un kit per la raccolta composto da tiralatte (elettrici o manuali), contenitori primari (biberon monouso) ed un codice identificativo per garantire la rintracciabilità della donazione. Inoltre è prevista un' opportuna formazione, dove le donatrici sono addestrate alle modalità di estrazione, all' utilizzo corretto della strumentazione fornita, agli accorgimenti di buona prassi igienica da mantenere dalla raccolta per tutta la conservazione del campione fino al suo ritiro, e alla corretta alimentazione da osservare durante tutto il periodo di allattamento.
- Raccolta: il latte materno umano donato non è un alimento conservabile a temperatura ambiente, a causa del facile deterioramento. Una volta raccolto in opportuni contenitori primari, sigillati ermeticamente, deve essere portato a temperatura sotto acqua corrente e successivamente stoccato a -20°C per un tempo massimo di 24 ore; la refrigerazione a 4°C è consentita solo in caso la raccolta non sia completa e debbano essere aggiunte ulteriori aliquote allo stesso campione, in tempi brevi.
- Ritiro: la banca ritira, preferibilmente a domicilio tramite operatori specializzati (ostetriche) oppure riceve in consegna dalle donatrici stesse, i campioni opportunamente confezionati ed etichettati. Durante il ritiro ed il trasporto, è necessario che siano adottati tutti gli accorgimenti atti a mantenere la catena del freddo: i campioni sono conservati in contenitori secondari a tenuta termica e condotti in veicoli idonei al trasporto di alimenti congelati. Se la consegna avviene tramite privati, è consigliato l’ uso di borse termiche con ghiaccio secco o pacchetti refrigeranti e congelatori da trasporto; l’uso del ghiaccio comune è vietato.
- Manipolazione e controlli: in banca i campioni vengono sottoposti ad analisi sulle proprietà organolettiche e a screening microbiologici, per valutarne il livello di contaminazione e l’idoneità alla donazione. Nei campioni accettati la carica microbica viene abbattuta tramite pastorizzazione secondo il metodo di Holder: trattamento al calore 62.5°C-63°C per 30’. Un ulteriore campionamento di controllo è eseguito alla fine del ciclo di pastorizzazione per verificare la conformità rispetto ai limiti di accettabilità, in merito alla presenza di microrganismi nel campione, definiti nelle Linee Guida.
- Stoccaggio: i campioni ritenuti conformi sono imbottigliati ed infine stoccati in appositi congelatori a -20°C, in attesa di utilizzo per un intervallo temporale massimo di 3 mesi.

Durante il processo di raccolta e manipolazione del latte materno umano donato possono incorrere diverse problematiche. In primo luogo può accadere una contaminazione biologica: la presenza di microorganismi nel latte, che una volta assunti dal neonato possono provocare gravi malattie o pericolose tossinfezioni, può verificarsi o perché il latte materno donato costituisce un veicolo tramite cui patogeni, presenti come infezioni croniche o acute nella donatrice, sono trasferiti al bambino; o perché questo alimento, a causa della gran quantità di sostanze nutritizie presenti, una volta estratto può costituire un terreno di coltura ottimale per la crescita microbica. Oltre ad agenti infettivi molto pericolosi, la donatrice potrebbe eliminare nel latte anche composti di sintesi o xenobiotici a cui è stata esposta o che ha assunto mediante l’alimentazione, per particolari abitudini di stile di vita o durante trattamenti terapeutici e/o farmacologici. Queste sostanze costituiscono un pericolo in quanto, una volta assunte dal lattante, possono generare effetti tossici di breve e lungo periodo che possono compromettere la salute psicofisica del bambino. Un’attenta selezione delle puerpere ( attraverso colloqui, controllo anamnestico ed esami ematici) ed un controllo microbiologico dei campioni donati, prima dell’accettazione in banca, consentono di ridurre il rischio di trasmissione di agenti infettivi o di sostanze tossiche e nocive dalla donatrice al ricevente attraverso il veicolo del latte. Tramite la pastorizzazione di Holder si elimina, invece, l’eventuale presenza di Cytomegalovirus (CMV) o una possibile contaminazione microbica, incorsa durante le fasi di raccolta e trasporto nonostante l’attenta applicazione delle procedure di buona prassi igienica raccomandate. La scelta di questa tecnica non è casuale in quanto soddisfa due necessità: abbatte la carica microbica in modo efficace e conserva il più possibile le caratteristiche nutritive dell’alimento. Uno dei problemi maggiori riscontrati è, infatti, la facilità con cui la resa nutrizionale del latte si riduce attraverso le varie manipolazioni e con il passare del tempo. Inoltre, il latte materno umano donato presenta una grande eterogeneità della composizione e del valore energetico: il contenuto in proteine e lipidi ed il quantitativo calorico per uno stesso volume possono variare molto, non solo da una donatrice all’altra, ma anche nella stessa donna per campioni raccolti in periodi di allattamento diversi. I processi di manipolazione e trattamento devono, quindi, avvenire in modo da mantenere alto il livello di sicurezza dell’alimento e di preservare allo stesso tempo il più possibile le sue caratteristiche nutrizionali, fondamentali per l’espletamento del ruolo terapeutico. In alcuni paesi, come la Norvegia ed il Giappone, si utilizza direttamente il latte fresco non trattato, ma si escludono dalla donazione donne con infezioni da CMV; in Italia e nel resto d’Europa, invece, le Linee Guida prediligono il trattamento termico, avvalendosi degli studi e dei dati presenti in merito. Infatti, nel latte trattato con la tecnica di Holder, la componente in lipidi e glucidica si preserva. La frazione proteica totale, invece, sembra alterarsi soprattutto per alcune classi di immunoglobuline, che presentano drastiche riduzioni nei loro livelli di concentrazione, e per molti enzimi digestivi, spesso inattivati. I dati attualmente disponibili in letteratura riguardo gli effetti della pastorizzazione di Holder sulle componenti del latte materno, sul suo contenuto energetico e sulle sue proprietà nutrizionali sono, tuttavia, spesso discordanti e non ancora sufficienti a stabilire se il latte materno umano donato pastorizzato sia qualitativamente diverso da quello fresco, o a definire quale tra i due sia più indicato durante il mantenimento del neonato in terapia intensiva. Quando, all’analisi, una determinata donazione risulta troppo povera in termini nutrizionali, si preferisce comunque miscelarla ad altre più ricche, formando dei pool eterogenei con latte materno di diverse donatrici, oppure si rinforza il campione aggiungendo apposite formulazioni. La verifica delle proprietà organolettiche di ogni campione viene eseguita al momento della sua accettazione in banca, mentre i controlli microbiologici vengono eseguiti sia prima che dopo la pastorizzazione. I limiti di accettabilità del campione, previsti dalle Linee Guida, richiedono che esso venga rifiutato se, negli screening microbiologici pretrattamento, la conta delle unità formanti colonia (ufc) per Staphylococcus aureus risulti essere del valore di 104 ufc/ml; vengono invece accettati i campioni dove sono presenti popolazioni microbiche diverse da Staphylococcus aureus, a prescindere dal valore ottenuto nella conta microbica. Nel monitoraggio post trattamento vengono, invece, scartati tutti i campioni in cui sia presente qualunque tipo di crescita batterica.
| CRITERI DELLA SELEZIONE DONATRICI |
|
DONAZIONE |
| Positività a test sierologici e diagnosi clinica affermativa per specifici agenti patogeni |
Cytomegalovirus ( CMV)
Hepatitis B virus ( HBV)
Hepatitis C virus ( HCV)
Human immunodeficiency virus ( HIV)
Mycobacterium tubercolosis
Treponema pallidum |
Accettata
Esclusa
Esclusa
Esclusa
Esclusa se è presente infezione acuta.
Esclusa se è presente infezione acuta. |
| Presenza di infezioni acute locali che interessano l' area toracica e mammaria |
Herpes simplex virus (HSV)
Micosi o mastiti locali
Varicella zoster virus (VZV) |
Sospesa
Sospesa
Sospesa |
| Assunzione di determinate sostanze attraverso il regime alimentare o stile di vita |
Alcolici
Nicotina
Xantine |
Esclusa se assunti in quantità elevate
Esclusa
Esclusa se assunte in quantità elevate |
| Assunzione di droghe o sostanze stupefacenti |
Anfetamine, cannabinoidi, cocaina, oppioidi. |
Esclusa |
| Esposizione a trattamenti o terapie |
Antitabagismo
Antitumorali
Farmacologici
Sostanze farmacologicamente attive o erboristiche
Trapianti (finestra 6 mesi)
Trasfusioni sangue o emoderivati (finestra 6 mesi) |
Esclusa
Esclusa
Richiede valutazione medica
Richiede valutazione medica
Esclusa
Esclusa |
| Comportamenti da parte della donatrice |
Rapporti sessuali a rischio (finestra 6 mesi).
Piercing o tatuaggi (finestra 6 mesi) |
Esclusa
Esclusa |
Per quanto riguarda un’eventuale contaminazione chimica, inoltre, sostanze estranee alla normale composizione del latte materno e con effetto potenzialmente nocivo per il neonato potrebbero essere rilasciate, nel tempo, dal materiale di fabbricazione del contenitore. Quest’ultimo potrebbe anche, a seguito di urti e contraccolpi accidentali, rilasciare corpi estranei quali schegge e frammenti pericolosi che, una volta ingeriti, potrebbero provocare lacerazioni, lesioni della mucosa gastro-intestinale ed emorragie lungo il tratto digerente. Una particolare attenzione è riservata, quindi, ai contenitori in cui il latte materno è raccolto e conservato: le Linee Guida definiscono opportuno l’utilizzo di biberon monouso, fabbricati in materiali rigidi e resistenti, che garantiscano di non rilasciare componenti all’alimento nel tempo, e che rimangano inalterati a seguito di procedure con esposizione ad alte temperature e forti escursioni termiche, quali i cicli di lavaggio a termo disinfezione (93°C-100°C per 10’-20’), cicli di pastorizzazione (63°C per 30’) e le fasi di congelamento per stoccaggio (-20°C per 3 mesi). I materiali di fabbricazione suggeriti sono plastica rigida o vetro, riservando particolari raccomandazioni per l‘utilizzo di quest’ultimo per le schegge ed i frammenti che potrebbe disperdere a seguito di colpi o insulti meccanici, e che potrebbero essere o ingeriti dal neonato o generare infortuni negli operatori. Tutti gli imballaggi ed i materiali con cui il latte entra in contatto durante le fasi di raccolta, trasporto e stoccaggio, utilizzati dal servizio BLUD, devono essere quindi conformi a tutta la normativa inerente ai materiali ed oggetti destinati ad entrare in contatto con gli alimenti (MOCA) e alle loro corrette pratiche di fabbricazione (GMP): regolamenti CE n. 1935/2004 sui MOCA, CE n.2023/2006 sulle GMP, 10/2011/UE, che armonizza tutta la disciplina previgente riguardo l’uso della plastica nella fabbricazione di oggetti destinati al contatto con alimenti e la direttiva 2011/8/UE, riguardante le restrizioni ed il divieto ad usare il Bisfenolo A (BPA) nella fabbricazione dei biberon utilizzati per l’alimentazione di bambini di età compresa tra 0-3 anni.

Infine, è necessario ricordare che ogni banca deve garantire la rintracciabilità delle donazioni nel rispetto sia dell’articolo 14 del decreto legislativo n.16/2010 e dell’articolo 8 della direttiva europea 2004/23/CE, per quanto riguarda la tracciabilità del materiale tissutale donato, sia dell’articolo 18 del regolamento CE n. 178/2002, per quanto riguarda la tracciabilità dell’alimento: durante l’accettazione deve sempre essere verificata, quindi, la conformità delle consegne. A proposito, ogni BLUD ha implementato un sistema di etichettatura dei campioni, da utilizzare e mantenere in tutte le fasi della donazione: la banca affida alla volontaria donatrice un codice identificativo univoco, che dovrà contrassegnare tutti i campioni di riferimento estratti. Questo codice deve essere trascritto, insieme alla data di raccolta, dalla donatrice su un’etichetta apposta sia sui contenitori primari, a diretto contatto con l’alimento, che sul contenitore secondario a tenuta termica. Sulle stesse etichette deve essere registrata, in seguito, la data di consegna alla banca da parte dell’ostetrica che opera il ritiro o dell’operatore che accetta il campione. Le etichette vengono mantenute durante tutto il processo di pastorizzazione e stoccaggio e, nel caso vengano fatti dei pool di più donatrici (massimo 6), sono riportati i codici identificativi di ogni unità donante, con le specifiche date relative alla raccolta e al ritiro. Inoltre, viene redatta una documentazione cartacea, contenente le informazioni su tutto il processo e sulla/e donatrice/i, nel rispetto della normativa vigente per la tutela della riservatezza dei dati, che accompagna ogni campione donato al momento della consegna al fine di garantire, in caso di necessità, immediatamente l'identificazione del prodotto. In merito alla rintracciabilità delle donazioni di cellule, tessuti e derivati, i dati anagrafici e sanitari di tutte le donatrici e tutte le informazioni riguardanti le donazioni sono inoltre registrate in uno specifico schedario elettronico e conservate per almeno 30 anni.
In conclusione, le BLUD costituiscono ONLUS a scopo umanitario, senza fine di lucro e non traggono alcun profitto dalle donazioni del latte. Queste organizzazioni rientrano comunque perfettamente nel campo di applicazione dei regolamenti e delle normative in materia di igiene e sicurezza degli alimenti in quanto il latte materno, una volta raccolto per le donazioni, è considerato a tutti gli effetti un alimento e deve essere trattato e manipolato garantendo il livello massimo di sicurezza possibile per la salute dei suoi piccoli destinatari. Il processo, con cui le BLUD raccolgono le varie donazioni e le preparano per renderle disponibili ai centri di neonatologia richiedenti, può essere quindi descritto come una vera e propria filiera produttiva, in cui gli specialisti sanitari che vi operano hanno responsabilità definite sia dalla direttiva 2004/23/CE (per quanto riguarda la donazione di cellule e tessuti), sia dal regolamento CE n. 178/2002 (per quanto riguarda la sicurezza alimentare). In merito a quest’ultimo, essi devono garantire il livello di massima sicurezza possibile del processo di produzione, adottare comportamenti ed eseguire procedure che riflettano le norme in materia d'igiene degli alimenti, contenute nel regolamento CE n. 852/2004, e che siano in linea con i principi sui cui è basato il sistema di gestione per la sicurezza alimentare HACCP. Il valore sociale ed umano apportato dalle BLUD è notevole, tuttavia esistono difficoltà limitanti con cui ci si deve quotidianamente scontrare nell’implementazione di questo servizio sanitario. Anzitutto la gestione di queste attività ha dei costi molto alti, che vengono principalmente mantenuti attraverso sovvenzioni, finanziamenti da parte dello Stato o tramite donazioni volontarie di privati. Una continua e costante campagna di sensibilizzazione verso unità governative e private, al fine di aumentare la disponibilità di fondi e risorse, è necessaria per ampliare e rendere sempre più efficiente il servizio. Per contenere i costi, molte banche non costituiscono unità operative autonome, ma si appoggiano spesso ai centri trasfusionali territoriali locali e agli stessi centri di neonatologia/terapia intensiva neonatale, a cui elargiscono i propri servizi. Il mantenimento di questo servizio richiede, inoltre, una costante disponibilità di donazioni che si cerca di garantire con una continua campagna informativa, rivolta a pubblico ed utenza nei reparti ed ambulatori di ginecologia/ostetricia per reclutare nuove volontarie. Esistono, infine, delle criticità di tipo pratico in quanto le tecnologie attualmente disponibili, con cui il latte umano materno donato viene manipolato, presentano spesso dei limiti e le conoscenze scientifiche ed i dati, presenti in letteratura nel merito, sono ancora troppo esigui e spesso discordanti tra loro. Una continua attività di ricerca sull’argomento è quindi necessaria, non solo per aumentare le conoscenze sulle straordinarie potenzialità nutrizionali e terapeutiche del latte materno, ma anche per individuare ed implementare tecnologie e procedure all’avanguardia, finalizzate a garantire sia il massimo livello di sicurezza igienico-sanitario di questo alimento e del suo processo di manipolazione, sia il massimo livello qualitativo delle sue peculiari ed insostituibili proprietà.
TAMARA SELVAGGIO
Bibliografia:
- WHO/UNICEF. “Global strategy for infant and young child feeding”. Geneva, Switzerland: WHO. 2003
- Bussini O. “Caratteristiche e destino degli esposti all'ospedale della carità di Todi nei secoli XVIII e XIX”. In: Enfance abandonnée et société en Europe XIVe-XXe siècle. Actes du colloque international de Rome (30 et 31 Janvier 1987) Rome: Ecole française de Rome, 1991; 301-325. Publications de l'Ecole française de Rome, 140; http://www.persee.fr/doc/efr_0000-0000_1991_act_140_1_4458
- Boati D., Cavallo R., Uberti G. “Una vita per l'infanzia: il Pio Istituto di Maternità di Milano, un'esperienza di 150 anni”. Franco Angeli Edizioni, 2017.
- Schimd V.” Salute e nascita. Guida per l'assistenza alla maternità”. Urra Edizioni, 2007.
- Italian Association of Human Milk Bank, Arslanoglu S., Bertino E., Spreghini M.R., Moro G. E., et al.” Guidelines for the establishment and operation of a donor human milk bank”. Matern. Fetal. Neonat. 23, 1-20. 2010.
- E, Borrello S., Copparoni R., Dall’Olio I., De Nisi G., Fabris C., Guidarelli L., Moro G., Salvadori G., Vicario M., “Linee d’indirizzo nazionale per l’organizzazione e la gestione del latte umano donato nell’ambito della protezione, promozione e sostegno dell’allattamento al seno”. Ministero della Salute GU n.32. 2014
- Peila C., Moro G.E., Bertino E., Coscia A., et al. “The Effect of Holder Pasteurisation on Nutrients and Biologically-Active Components in Donor Human Milk: A Review”. Nutrients, 8:477. 2016.
- De Halleux V., Rigo J., et al. “Use of donor milk in the neonatal intensive care unit”. Seminars in Fetal & Neonatal Medicine, 22: 23-29. 2017
- Stock K., Trawoger R., et al. “Pasteurization of breastmilk decreases the rate of postnatally acquired cytomegalovirus infections, but shows a no significant trend to an increased rate of necrotizing enterocolitis in very preterm infants, a preliminary study”. Breastfeed Med.10: 113-7. 2015
- Delibera regionale n.315 del 28-04-2008.
- Regolamento (CE) n. 178/2002
- Regolamento (CE) n. 852/2004
- Regolamento (CE) n.1935/2004
- Regolamento (CE) n.2023/2006
- Regolamento n. 10/2011/UE
- Direttive europea 2004/23/CE,
- Direttiva europea 2006/17/CE
- Direttiva europea 2011/8/UE
- Direttiva europea 2015/566/UE
- Decreto legislativo n. 16/2010
- Decreto legislativo n. 85/2012
- http://www.aiblud.org